





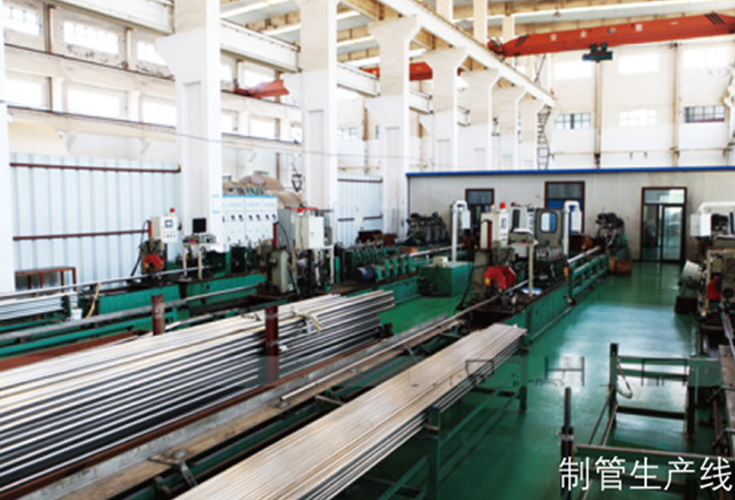
Компания имеет производственный цех площадью более 100 000 квадратных метров и специализированную площадку для изготовления специальных металлов. Максимальная грузоподъемность одной машины составляет 100 тонн, максимальная толщина рулона прокатного станка составляет 80мм, максимальная длина обработки токарного станка составляет 15м, максимальная длина обработки строгального станка составляет 15м, есть гидравлические прессы 500T и 2500T, а также различные станки, складные и ножницы, обкаточные станки, сварочное оборудование и т.д., которые могут полностью удовлетворить потребности компании в изготовлении продукции и оборудования.







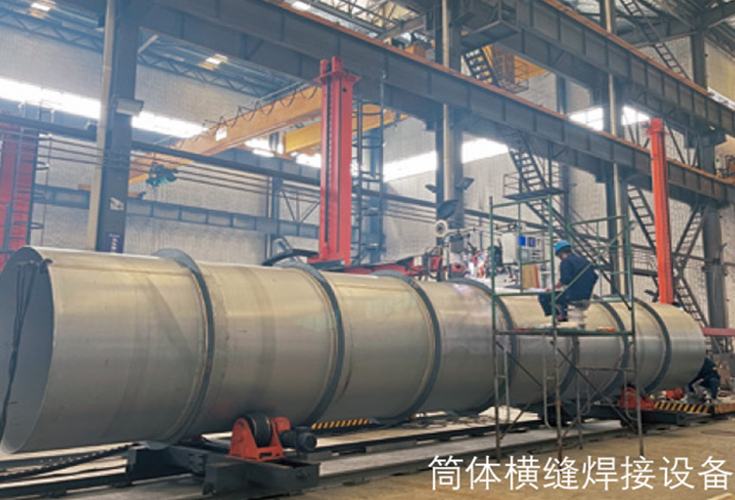
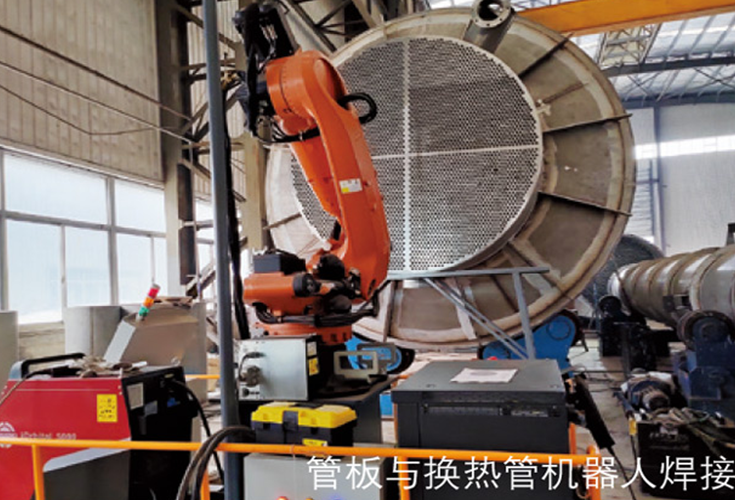





В феврале 2022 года наш отдел представил партию передового сварочного оборудования и сварочных роботов, которые могут эффективно повысить эффект бренда предприятия и вывести производство предприятия на новый уровень. Может повысить эффективность производства, короткое время отклика, быстрое действие, высокую скорость сварки и непрерывное производство 24 часа в сутки; Стабилизировать и улучшить качество сварки и обеспечить однородность сварных швов; Снижение производственных затрат предприятия и сокращение использования рабочей силы; легко организовывать производственный план; Возможность длительной работы в вредных условиях и улучшение условий труда работников; Сократить цикл модификации продукции; . Снижение требований к технической сложности эксплуатации рабочих.


Компания имеет полные средства тестирования. Оборудование для испытаний и испытаний включает в себя неразрушающий контроль дефектов, машину механических свойств, химический анализатор, спектрометр SPECTRO, реометр RS, динамическую и статическую балансировочную машину, машину для испытания давления, металлографическое испытательное оборудование и т. Д. Профессиональные инженеры по испытаниям могут проводить структурную оценку и испытания безопасности на различных типах продуктов, а также проводить испытания производительности продукта в соответствии с соответствующими спецификациями и требованиями клиентов.

Материал поступает в верхнюю материальную камеру нагревателя через подающий насос (электрический дозирующий насос), затем распределяется в каждую теплообменную трубку через элемент распределения материала. Материал течет сверху вниз в теплообменной трубке, в процессе теплообмена с паром со стороны оболочки и нагревается до температуры кипения, растворитель начинает испаряться одновременно, поэтому в теплообменной трубке одновременно движется парожидкостный материал. Парожидкостная смесь накапливается в загрузочной камере нагревателя и подвергается предварительному разделению парожидкости, верхний поток загрузочной камеры направляется в сепаратор для дальнейшего разделения парожидкости через трубку для смешивания парожидкости. Циркуляционный насос нижнего потока в разгрузочной камере сепаратора и нагревателя нагнетает и переходит в следующую циркуляцию.
С непрерывной концентрацией материалов в системе концентрация материалов продолжает увеличиваться. Плотность материала контролируется в режиме онлайн с помощью измерителя плотности, установленного на циркуляционном трубопроводе. Уровень пополнения резервуара. Уровень нагревателя определяется в режиме онлайн с помощью уровнемера, установленного в нижнем корпусе резервуара, и данные определения регулируют расход подачи. Пар, поступающий в оболочку нагревателя, обеспечивается электрическим парогенератором. В то время как материал в системе непрерывно концентрируется, пар на оболочке нагревателя непрерывно конденсируется, а конденсат непрерывно выводится из системы. Вторичный пар, образующийся в результате испарения, направляется в поверхностный конденсатор и конденсируется после теплообмена с охлаждающей водой. В конечном итоге неконденсируемый газ всасывается вакуумным насосом и выбрасывается в атмосферу, чтобы обеспечить работу системы при проектном вакууме.





